新聞中心
NEWS CENTER
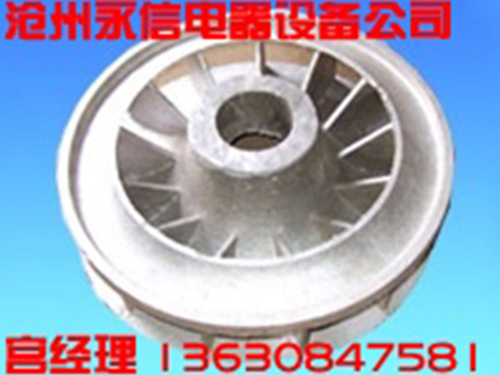
詳解下電機(jī)鋁風(fēng)葉的生產(chǎn)工藝
發(fā)布者:admin
發(fā)布日期:2021-03-04
電機(jī)鋁風(fēng)葉出產(chǎn)工藝的制作辦法,本創(chuàng)造涉及風(fēng)葉出產(chǎn)領(lǐng)域,詳細(xì)涉及一種電機(jī)鋁風(fēng)葉出產(chǎn)工藝。現(xiàn)在電機(jī)鋁風(fēng)葉出產(chǎn)加工,選用鍛鋁資料、形狀極其特別,安裝部分比較巨大,葉身部分比較小的鋁風(fēng)葉,以往都要選用鋁棒進(jìn)行鍛打成方坯,資料浪費(fèi)大。

為了處理上述問(wèn)題,本創(chuàng)造提出了一種電機(jī)鋁風(fēng)葉出產(chǎn)工藝,辦法規(guī)劃合理奇妙,節(jié)約資料,經(jīng)濟(jì)實(shí)惠,產(chǎn)品精度高,提高出產(chǎn)功率,為了到達(dá)上述創(chuàng)造意圖,本創(chuàng)造提出了以下的技能方案,電機(jī)鋁風(fēng)葉出產(chǎn)工藝,詳細(xì)在于以下過(guò)程。
選材,選取鋁板;經(jīng)過(guò)電腦排版,套裁,經(jīng)過(guò)水切開(kāi)成料坯,單面預(yù)留3_,葉根端部預(yù)留15_,葉冠預(yù)留10_工藝頭;銑葉根,經(jīng)過(guò)銑床夾住葉冠端,對(duì)葉根進(jìn)行銑削形成葉片的精基準(zhǔn)面;打中心孔,銑床中心轉(zhuǎn)盤(pán)上夾裝一個(gè)圓軸,定位工裝中心的定位孔套裝在圓軸。
定位工裝底座經(jīng)過(guò)螺釘固定在銑床中心轉(zhuǎn)盤(pán)上,接著把料坯裝在定位工裝中,葉冠穿過(guò)定位工裝中心壓緊孔,料坯小端頂在定位工裝一側(cè)的止位塊上,料坯葉根后端裝在后擋塊上,定位工裝上端經(jīng)過(guò)鎖定螺釘壓緊葉冠頂端使葉根后端壓緊在后當(dāng)塊上。
上一篇:電刷在集電環(huán)上運(yùn)轉(zhuǎn)時(shí)的注意事項(xiàng)
下一篇:沒(méi)有了